【光电通信】光模块行业分析
本文将对光模块组成、光模块的主要应用场景及连接距离、光模块传输速率、光模块需求、光模块三大核心封装测试设备、光模块未来趋势、光模块重点公司等进行梳理,以供参考。
一、光模块组成
光通信是以激光作为信息载体,以光纤作为传输媒介的通信方式,实现信号电光/光电转换,将数字信号转化为光通过光纤传输。
光模块主要由光发射器件(TOSA)、光接收器件(ROSA)、电芯片、PCB、结构件等组成,其中光发射器件及光接收器件等光器件为光模块核心部件,光器件的核心元件为光芯片。
二、光模块的主要应用场景及连接距离
光模块的主要应用场景是数据中心横向扩展网络(Scale-Out,通常是指通过增加计算节点数量来提升整体计算性能的跨机互联网络)部分。通常用于服务器连接到交换机以及交换机之间的互联。与之对应的,纵向扩展网络(Scale-Up,通常指节点内互联)主要采用PCB和铜连接来实现互联。
光模块的连接距离主要涵盖10m(有源光缆AOC),100m( SR型号),500m(DR型号),2km(FR型号), 10km(LR型号)等场景,此外还有用于数据中心直连(DCI)的80km的ZR型号。
三、光模块传输速率
光模块根据传输速率可以分为低速模块、中高速模块和超高速模块三类。①低速模块:传输速率 1G/2.5G/10G,广泛用于传统以太网、接入网等领域; ②中高速模块:传输速率为25G/40G/100G,主要应用于 5G 前传、数据中心内部互联等;③超高速模块:传输速率可达 400G/800G/1.6T,可支撑AI 算力中心、骨干网扩容等应用。
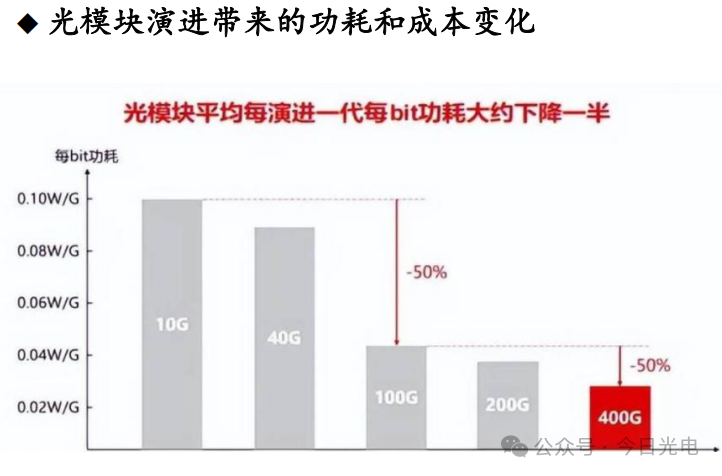
对低成本和高效率的追求是驱动模块迭代的核心因素,光电I/O带宽每3-4年就会翻倍,成本和功耗效率遵循“摩尔定律”。光模块平均每四年左右演进一代,每bit成本下降一半,每bit功耗下降一半,称为光电领域的“光摩尔定律”。
四、光模块需求
高带宽、低延时和高密度是数通市场对光模块的核心需求,需求持续加速放量。光模块速率以 400G/800G 为主,并向 1.6T 演进,并且受到AI 算力与云计算的需求驱动,技术迭代较快,需求快速增长。微软、谷歌、Meta、阿里巴巴、腾讯、字节跳动等国内外云厂商数据中心采购量逐年增长。
全球光模块2026年有望出货7000万支,800G以上有望超过5200万支。2026年全球800G以上光模块加速放量, 2025年以来占比超过400G以下,2026年800G预计出货4100万支,1.6T出货1100万支。
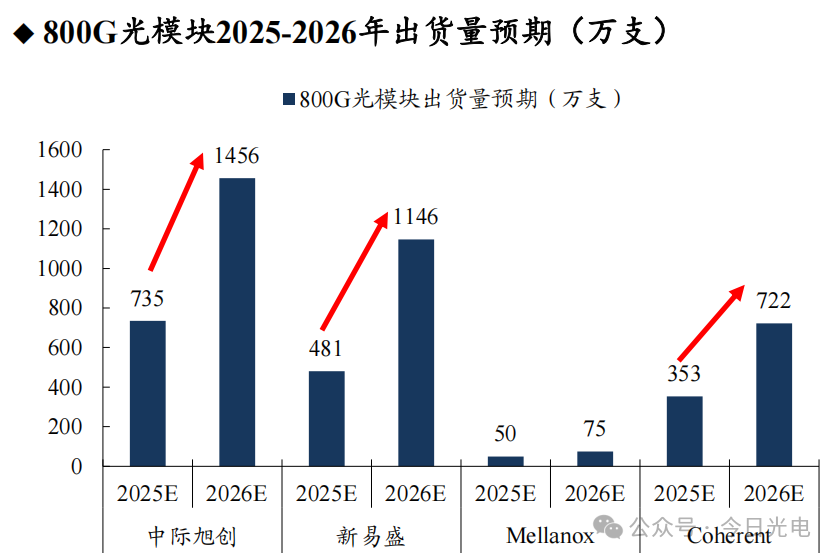
头部厂商2026年光模块出货迎来爆发式增长。1.6T光模块方面,预计2026年中际旭创/新易盛/Mellanox/Coherent出货量达805/302/287/230万支,相比2025年实现10倍增长;800G光模块方面,预计2026年中际旭创/新易盛/Mellanox/Coherent出货量达1456/1146/75/722万支,实现翻倍以上增长。2026年光模块的爆发式增长,对光模块企业的扩产能力提出了较大挑战。
头部厂商光模块出货迎来爆发式增长,产能加速落地。随着需求爆发,各大厂商加速落地产能布局,中际旭创泰国基地已投产,新易盛、光迅科技等头部厂商加速落地有望带动设备需求落地。同时, 为配合海外客户供应链,各大玩家均新建东南亚产能。
五、光模块三大核心封装测试设备为贴片、耦合、测试仪器仪表&测试机
传统的光模块封装测试的流程可以概括为贴片、键合、光学耦合、组装、测试等。生产流程的核心是光电器件精密封装 + 光电信号集成 + 全流程可靠性验证。传统分立器件方案以 EML 激光器 + 分立光学件为核心,主打 10G~800G 电数通模块,核心是 TOSA/ROSA 光组件封装,有源耦合是核心瓶颈。
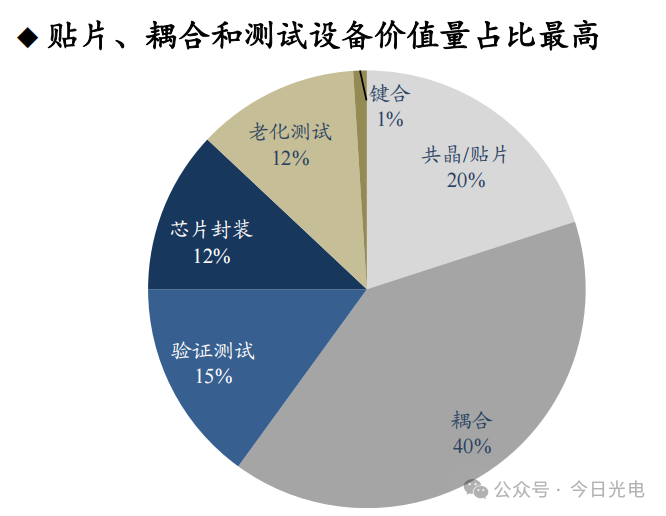
核心设备包括贴片、键合、光学耦合、组装、测试等。一般来说,每100万支800G光模块设备投入约5亿元,1.6T高10-20%约6亿元,其中耦合设备价值量占比约40%、贴片占比约20%、仪器仪表(验证)测试占比约15%、可靠性和老化测试占比12%、封装占比约12%、键合占比约1%。
预计到2028年800G及以上光模块设备新增需求超400亿元。其中耦合设备194亿元、贴片设备97亿元、仪器仪表测试73亿元、可靠性和老化测试58亿元、封装58亿元、键合5亿元。
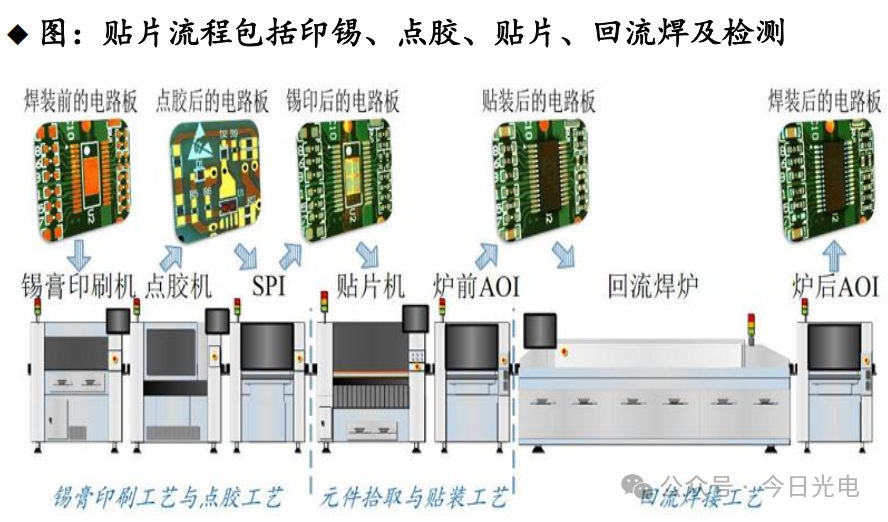
(一)贴片:主要用于光芯片等器件贴装,效率&良率为核心
贴片机是在光模块封装过程中,将光芯片、驱动IC、TIA(跨阻放大器)等光电元器件以高精度和高速度贴装到电路板上的自动化设备。主要流程为,在 PCB贴装区域的焊盘上涂覆一层锡膏,将表面贴装元件放置在对应的位置,再通过回流焊使锡膏熔化将表面贴装元件焊接在 PCB 单侧的焊盘上完成电气连接,能够实现功能复杂的多层电路板封装,更加便于进行自动化生产,提高生产效率。
根据工艺不同,贴片工艺可分为共晶和固晶。①共晶贴片:利用低熔点合金材料(如 AuSn 焊料),在高温加压下使芯片与基板形成共晶结合,适用于激光器、功率器件等高散热、高可靠场景需求的封装,工艺复杂,需精准温控和压力控制。 ②固晶贴片:利用导电银胶在芯片底部和基板上进行粘接,使用范围广、效率高,适用于电芯片、PD 等大批量、常规场景的装贴。
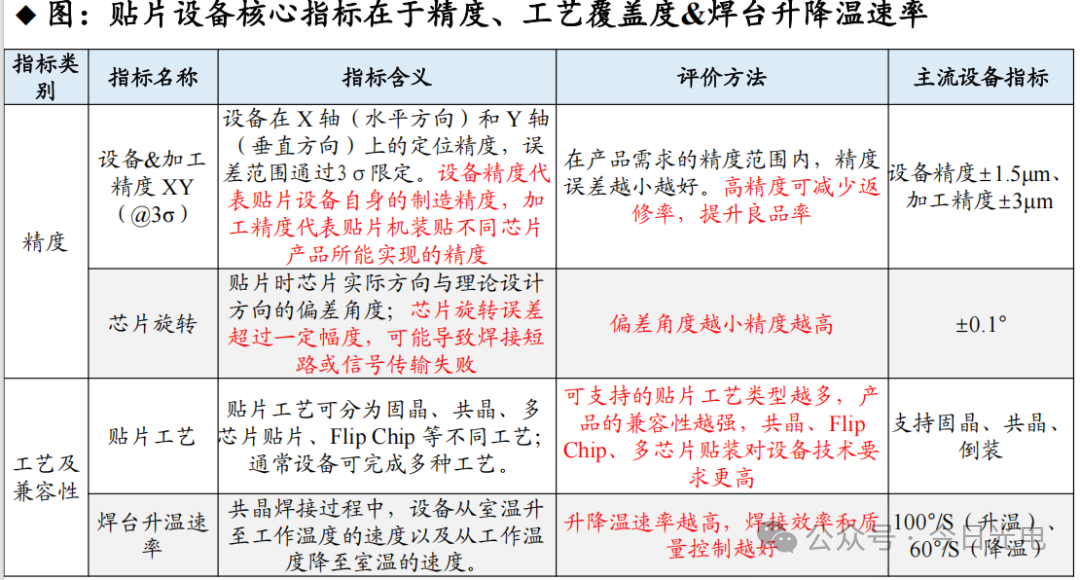
贴片设备核心指标在精度、工艺兼容性&升降温速率。①精度:是保证光模块尺寸和良率的关键,当前主流设备加工精度在±3μm,偏差角度控制在 ± 1 °。 ②工艺兼容性:贴片工艺多样,包括固晶、共晶、多芯片贴片、 Flip Chip 等不同工艺,当前设备通常同时支持固晶、共晶、Flip Chip。 ③升降温速率:焊接升降温速率越高,焊接效率和质量控制越好。
光芯片作为光信号收发的核心器件,其贴装精度直接决定后续光耦合效率及信号传输稳定性,是全流程精度要求最高的环节。 由于光模块 PCB 尺寸本身较小,大部分高端光模块内部核心光芯片的贴片精度控制仅允许±3μm 之间,为后续的器件耦合工艺提供足够、稳定的对准误差空间;随着光模块进入800G时代光芯片贴片加工精度提升至 ±3μm。
(二)引线键合:采用金丝键合,形成光模块与基板的高密度互联
键合设备是光模块封装过程中的核心设备,主要用于实现光芯片、驱动IC等元器件与基板之间的高精度键合。光模块引线键合需采用金丝引线,通过金属引线将芯片的压焊位连接至印制电路板的焊盘,形成可靠的电气键合。金线直径在所有材料中细化程度最优,能够实现更高引脚密度,提升芯片集成度。
相较于硅&碳化硅器件,光模块引线键合通常采用成本更高的金线键合。主要系黄金导电型更好,更适合光通信的高速信号,且光电芯片表面通常镀金,金-金键合界面更加可靠。光模块金线键合占比超95%,硅基芯片键合则主要采用铜线(占比60%),功率器件则主要采用铝线键合。
(三)耦合:封装的核心工艺,难点在于低损耗、高效率地对准
耦合是将光进行低损耗对准匹配,是光模块封装的关键。光模块里的耦合本质是光的发射端和光的接收端精准对准, 让光从一个器件的光出口以最低的损耗、最高的效率完整射入另一个器件的光入口。
光的传输特性决定了它对位置偏差极度敏感,对准要求极高。和电子贴片的焊盘对准不同,电子贴片只要金属焊盘接触导通即可, ±20μm 都能正常工作,而单模光纤的芯径仅 9μm ,硅光波导的芯径只有几百nm ,位置偏差超过 0.5μm,光功率损耗就会飙升 3dB(一半的光直接漏掉),只有精准对准让两个器件的光模式完美匹配,才能保证光模块的发射 / 接收性能达标。
耦合可以分为有源耦合和无源耦合。(1)有源耦合:又称为主动对准(Active Alignment),需要边发光边调整,效率很低,设备、人工成本很高,适用于传统可插拔光模块;(2)无源耦合:被动对准(Passive Alignment),不靠实时寻光,全靠事前精度控制一次性对准,效率高且省设备省人工,适用800G等高速光模块、CPO等。
以有源耦合为例,工序可以分为6步——预固定、装夹定位、通电发光、扫描对准、固化锁定、后检复测。
发射端和接收端均需要耦合。以接收端为例,AWG (阵列波导光栅) 将多波长光信号分离后,通过自由空间或波导将光信号传输至PD(光电二极管)的光敏区域。PD将接收到的光信号转换为电信号,完成光信号到电信号的转换。
耦合设备主要完成实时寻光→纳米级微调→锁定固化的目的。实现光芯片与光纤之间高精度光学互连的精密对准与固定,核心功能是通过对准与模场匹配,将光芯片发出的光束高效耦合进光纤(或反向接收)。
随着光模块/硅光器件复杂化,当前手动耦合平台正逐步被自动化耦合平台替代。手动平台虽具备灵活性高、调试直观、初期投入低的优势,但存在效率低下、一致性差、对操作人员技能依赖度高、难以满足多通道并行耦合需求等局限,因此高速光模块产线正加速向自动化耦合转型。当前可插拔光模块良率的要求普遍在90%以上,而手动耦合平台的良率往往只能70-80%,自动化需求紧迫。
耦合设备核心性能围绕精度、效率与工艺兼容性。
①精度:硅光子芯片、超高速率光模块(如800G/1.6T)的耦合环节要求0.05µm级重复定位精度,需采用主动耦合技术实现动态优化; 中高速率光模块(如100G/200G)的耦合精度要求为0.1µm重复定位精度,可通过被动对准技术实现成本与性能的平衡。
②兼容性:硅光子兼容封装需支持硅基光波导与光纤的三维耦合,设备需集成高精度视觉识别与纳米级位移控制模块;而TO 、BOX等传统封装形式,设备需具备多夹具快速切换与多光源适配能力。
③效率:设备生产效率决定成本&产能。
除了设备外,元器件的选择也至关重要,如光模块中用到的透镜。不同的材料选择根据其折射率,热光系数,稳定性和透光率等物理特性的不同,具有不同的适用场景。
同时存在多种透镜设计方案,诸如单透镜、双透镜、三透镜方案,如右下图所示。经过实验可以得出,透镜数量越多造成的容差就会越大。需要综合协议标准、客户要求以及生产的难易程度来综合考虑。
(四)测试:仪器仪表&测试机为关键,负责光学、电学、可靠性测试等
光模块测试与半导体测试不同,最大差异在于半导体是纯电学的测试,而光模块是光+电的测试。传统半导体测试(IC 芯片/ 功率器件)的核心是纯电域内的电信号输入 - 输出特性验证,围绕电信号展开;光模块测试的核心是电 - 光 - 电跨物理域的全链路闭环验证,同时覆盖高速电学、精密光学、光电转换效率、光信号完整性等,所有性能指标环环相扣,无法像半导体测试那样拆分独立验证。
光模块测试可以分为通用仪器仪表与专用自动化测试设备两大类。
(1)光测试仪器仪表:是具备独立精准测量能力的核心计量单元,是光模块性能测试的标尺,直接决定了测试的精度上限、带宽上限、可测参数边界,是研发验证的核心,也是所有量产测试设备的内核。
(2)光模块测试设备 / 系统:是围绕量产 / 特定场景,将多台测试仪表、自动化执行机构、工装夹具、环境控制单元、数据管理系统集成的成套量产执行系统,核心解决大规模测试的效率、自动化、一致性、全流程管控问题,是光模块产线的核心量产工具。
1、仪器仪表:主要分为发射端/接收端两大类,核心为示波器和误码仪
在光模块测试过程中,通常按照信号传输方向,将测试划分为发射端(Tx)与接收端(Rx)两大类。(1)发射端测试:主要关注光信号调制质量与光学性能,涉及眼图、抖动及 TDECQ 等关键指标;(2)接收端测试:则侧重误码率、接收灵敏度及系统级通信能力验证。相关测试通常通过采样示波器、误码分析仪及网络测试仪等测试仪器完成。
难度最高、技术壁垒最厚、海外垄断最牢固、国产替代最难的是高速误码仪(BERT)和高带宽实时示波器。需要用到超高速 DAC/ADC、线性驱动芯片、限幅放大器、时钟芯片,这类芯片的设计、制造、封测门槛极高,且优先供给是德、安立等海外龙头,国内厂商的芯片供应链受限,是最底层的卡脖子环节。
光模块所用的仪器仪表核心为示波器和误码仪,其核心指标主要为通道带宽、单通道最高传输速率等。采样示波器一般衡量指标为通道带宽,意味着测试的光信号频率范围,数值越高,性能越高;误码仪一般核心指标为单通道最高传输速率,意味着单通道能够支持的最高波特率,数值越高,性能越高。
国内布局光模块仪器仪表的主要为联讯仪器、普源精电等,布局示波器等产品,且均有芯片自研能力,能够提供高端光模块测试仪器。
2、测试机:老化测试&ATE为核心设备,负责可靠性&电学功能测试
测试整机主要包括老化测试设备与自动化测试设备(ATE)两大类。老化测试设备用于在高温通电条件下验证芯片、组件及整模块的可靠性,常见分为三类: ① 芯片级老化测试:面向激光器、Driver 、TIA 、DSP 等关键芯片,用于早期失效筛选。该类设备为价值量最高子项,2024 年市 场规模达 16.3 亿元,占比超 30%。 ② CoC / 子组件级老化测试:用于 CoC、TOSA 、ROSA 等封装后组件的 光电功能与焊接可靠性验证,定制化程度高,应用于中间工序。 ③ 模块级老化测试:整模块装配完成后的客户验收关键环节,覆盖高温通电、通信监控、老化前后测试,部署最广、需求最刚性。
自动化测试设备用于量产过程中的功能性测试,是保障节拍效率与一致性的核心设备。模块级ATE 平台主要在老化前后执行上电、功耗、电压、电流、I2C/EEPROM 通信与TX/RX 通路等测试,替代传统仪器 + 人工流程,支持高并发与标准化判定, 已成为高速模块量产的标配配置。
国内头部企业猎奇智能、联讯仪器技术水平可对标国际一流水平。衡量光模块老化测试设备性能的核心指标主要包括容量类(如层数、芯片数)、温控性能(温度范围、稳定性、均匀性)以及ACC 测试能力(电流精度、电流分辨率)等。从参数对比来看,国内头部企业如猎奇智能与联讯仪器在关键性能指标上已基本达到国际一流水平,在芯片数/载具、温度范围、温度均匀性等方面具备较强竞争力,逐步实现进口替代。
六、光模块未来趋势
未来趋势一:光模块过去极度依赖人工,未来海外扩产带来新增自动化设备需求
光模块过往为劳动密集型产业。过往光模块生产工序中的贴片、涂胶、外壳组装、检测等工序主要依靠人工完成。以中际旭创和新易盛为例,截至2024年底,二者员工总数分别为8542人和5212人,其中生产人员分别为 5625人和4335人,分别占比66%和83%。
光模块领域引入自动化设备为必然趋势。1)技术升级:800G光模块向1.6T升级后,线路更密、集成度更高,人工耦合精度与检测准确率难达标,自动化组装及AOI检测成必然趋势;2)需求放量:算力需求攀升,2026年光模块需求上修至千万级,人工扩产速度不足,稳定高效的自动化设备成行业扩产首选;3)海外扩产:光模块企业向东南亚布局产能以配套北美客户,当地劳动力素质与稳定性不足,进一步催生自动化设备需求。
未来趋势二:非标定制化属性高&前期需绑定头部客户,看好具备3C&半导体能力的设备公司
光模块应用差异催生定制化设备需求,需厂商紧密合作。光模块下游应用场景丰富,不同场景对光模块速率的要求存在差异,这就需要光模块厂商针对性选择适配的封装工艺,进而导致光模块封装工艺呈现出复杂性与多样性特征。这一特性使得光模块封装设备具有个性化、定制化属性,因此设备厂商需与光模块厂商建立紧密的合作关系,才能从源头有效把控光模块的质量与稳定性。行业代表性企业普遍存在与客户深入绑定的特点,猎奇智能的前五大客户占比高达82.83%,公司深度绑定中际旭创,半数以上的收入都依赖于该客户。
光模块设备与3C设备很类似,具备定制化属性,下游客户产品迭代速度很快+自动化需求提升,现阶段很多设备也是原来做3C设备的公司切入,未来CPO时代会对半导体封装设备有要求。
未来趋势三:光模块关键设备由海外龙头主导,未来国产替代势在必行
未来趋势四:未来进入CPO时代,原有的贴片-耦合设备变化最大&新增半导体先进封装设备需求
光电共封装技术(CPO)是一种将光芯片(PIC)和电芯片(EIC)共封在单一封装体内的异质集成技术,能够实现更高的带宽和更低的功耗。 CPO的出现有效解决了光模块传统封装方案的弊端,涉及光、电芯 片的混合集成,是当前光器件领域竞争的热点,未来高性能计算和AI集群将成为CPO最大细分市场。
CPO 时代设备变化的核心,是封装环节从“机械固晶 + 光学耦合分立”彻底转向“光学精度驱动的贴片 -耦合一体化”,这是整个产业链设备体系重构最彻底的环节,也是国产设备厂商实现弯道超车的核心赛道。
测试环节的变化,本质是 CPO 的高成本倒逼良率管控前置,设备体系从 “事后抽检” 转向 “全流程全量管控”,核心设备也需要全面重构。
上游光芯片制造、常规 SMT 等环节,设备体系几乎无变化,可完全复用。
贴片-耦合设备差异主要在单个光模块耗时和所需工序道数上,尝试进行了不同出货量场景下的测算:
除了原有贴片、测试、耦合设备的新变化外,CPO封装还新增了2.5D 、3D封装如TSV等的需求。传统的可插拔多采用2D封装形式,EIC和PIC通过引线或者键合的方式和基板连接,未来CPO通过2.5D、3D封装能够实现 EIC与 PIC 的无缝集成,大幅降低信号传输速度,提升集成密度、缩小芯片尺寸。
与半导体先进封装类似的,CPO封装的难点也集中在TSV的刻蚀上,难点在于如何在 SOI 晶圆中刻蚀出侧壁和底部光滑的 TSV。 区别于传统电芯片,硅光芯片的衬底类型为 SOI ( Silicon on Insulator)晶圆,SOI 晶圆结构分为三层——顶层硅、埋氧层(SiO2)和底座,在SOI的制备过程中,硅衬底内部容易产生由氧沉淀形成的微小缺陷团(BMD),能够增强晶圆的机械强度、改善杂质分布、提高晶圆阻值。
BMD对于 TSV 刻蚀却是不利的,容易形成“Si草”。 目前 TSV刻蚀普遍采用Bosch 工艺,主要刻蚀气体为SF6 ,SF6 对于 Si 的刻蚀速率远大于 BMD,由此导致 BMD 在 TSV 刻蚀过程中形成微掩膜,BMD 微掩膜的形成会导致 TSV 底部产生“Si 草”及侧壁形成竖条纹。
 【研究笔记】光通信测试仪器概述
【研究笔记】光通信测试仪器概述
 示波器的 FFT 功能怎么调?
示波器的 FFT 功能怎么调?
 示波器能测量什么?
示波器能测量什么?
